|
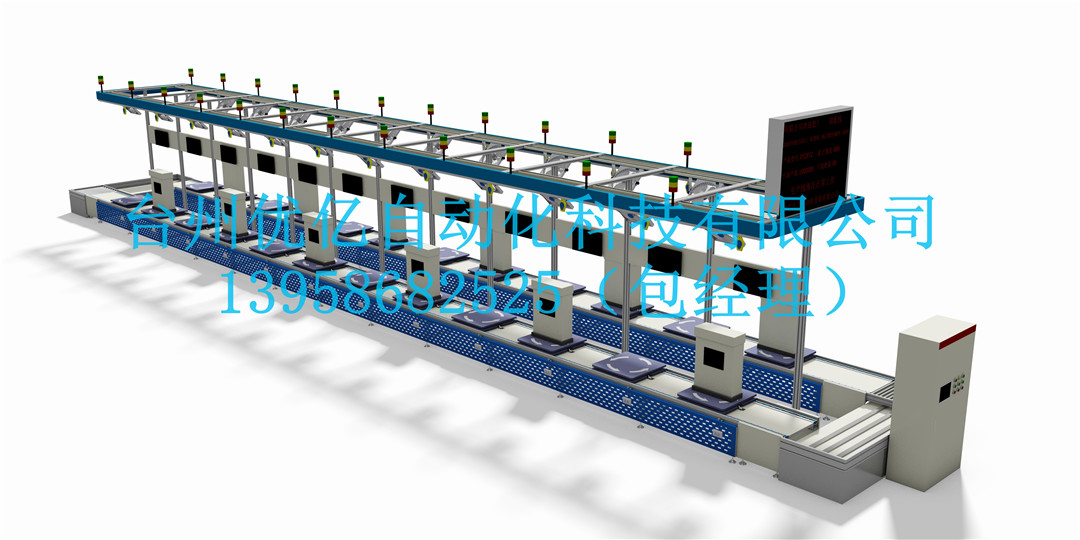
直流交流充电桩自动化生产线,新能源充电桩装配流水线,充电桩输送流水线设备,充电桩组装生产流水线设备。 台州优亿自动化科技有限公司充电桩装配生产流水线设备成套化制造,加工周期短,安装时间快,生产线美观大方、维护方便、使用简单。 联系人:包经理13958682525 潘工15867653608 充电桩成套生产线由循环倍速链线、滚道线、KBK龙门吊等组合而成。生产线方案功能描述:生产线分为两条,分别用于JP柜、充电桩共线装配生产及在线测试。生产线采用动力滚道输送方式,产品放在托盘上进行输送。托盘可快速对多种产品进行固定。产品分别从西面上线,往东面流动,成品由东面下线。产品空壳体上下线及下线分别采用KBK及龙门吊吊装。空托盘下线由码垛机自动抓取并放置在线边的转运车上,堆叠一定数量后,由人工推回线头,由KBK吊装上线。生产线由诺干1.8m及2.4m的标准输送段组成,每个标准段设有独立的驱动系统,可单独控制。每个标准段可作为一个装配工位,可放置一台产品。
1、整个充电桩生产线主要分三段控制,分别为装配区、待检区、检测区,三段独立控制,采用链板线传动,每段速度可调,调整范围在1m~10m/min;流水线停止为逐步缓停,产品流向符合生产工艺流程,具有较高的自动化。

|
|
1
 鲜花 |
1
 握手 |
 雷人 |
 路过 |
 鸡蛋 |

业界动态|神池百事通

2026-03-20

2026-03-20

2026-03-20

2026-03-20

2026-03-20
















请发表评论